




For detailed information, other images and documents, please select individual articles from the following table.



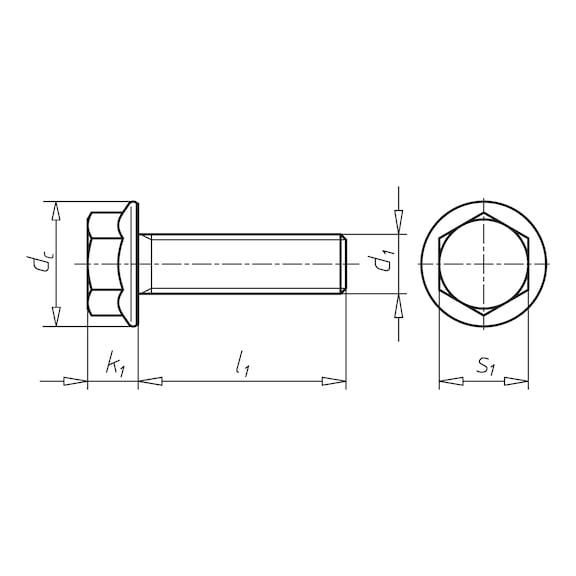
Hexagon head ripp locking screw with flange
Frame screw for commercial vehicles, zinc flake silver surface with green lubricant

Register now and access more than 20,000 products
Variants
Register now and access more than 20,000 products
Serrated flange bolt with fine thread (from M12) in strength class 10.9
Chromium(VI)-free
Complies with the EU End of Life Vehicles Directive
Surface
- ZFSHL: Zinc flake coating with lubrication that alters the friction coefficient (friction coefficient: 0.09-0.14)
- Coloured lubricant
Corrosion resistance
M5 approx. 240 h / ≥ M6 approx. 480 h / ≥ M10 approx. 720 h, base metal corrosion in accordance with DIN EN ISO 9227-NSS
Working principle of the locking ribs
During tightening, the counter-material is "rolled" in the area of the bolt contact surface by the locking ribs. This causes a surface-hardening plastic deformation. No significant settling is determined at the end of tightening. The locking ribs limit the amount of settling for the connection and therefore reduce the loss of pretensioning force.
The specified corrosion resistances apply for the corrosion tests according to DIN EN ISO 9227-NSS (salt spray mist testing), at the earliest 24 h after coating in the "as coated" state, i.e. before sorting, packaging, transporting and/or assembly. These values can be reduced through inevitable handling and assembly processes. A transfer of the corrosion resistances from the salt spray mist test to real assembly and operating conditions is not possible in the majority of cases. When designing a connection, both the combined materials and any coatings and the environmental conditions during operation must be considered by the designer when selecting a suitable corrosion protection coating.
For demanding connections under high and dynamic loading, this screw technology is a reliable locking element.
The serrated flange bolts and nuts are versatile and suitable for a wide range of applications, including shipbuilding, cranes, mechanical engineering, vehicle structures for trucks and track vehicles, and the automotive industry.
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!